مقایسه خواص مکانیکی ابزارهای برشی مختلف
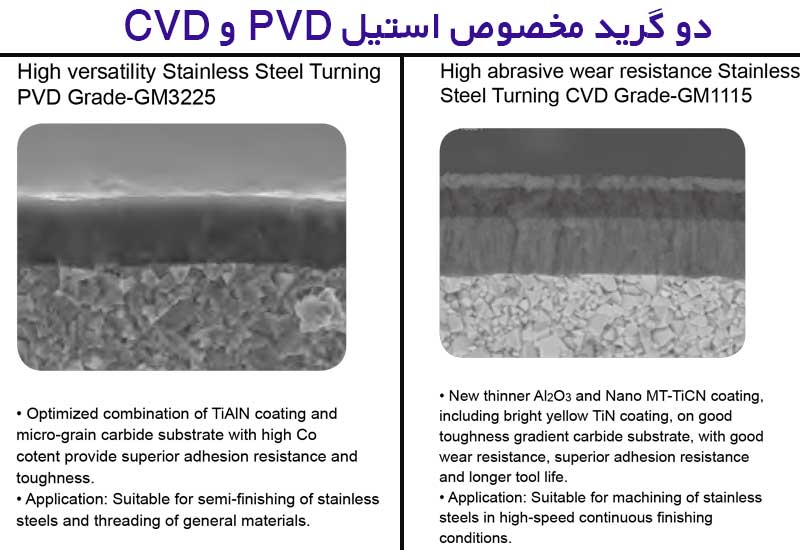
مقایسه CVD و PVD

نکات عمده :
کاربیدهای سمانته حاصل عملیات هم جوشی کاربید تنگستن (WC) و کاربید تیتانیوم(Tic) و کاربید تنتالوم (Tac) و دیگر پودرها با نقطه ذوب بالا با کبالت (Co) به عنوان چسب (بایندر) می باشد که با تکنولوژی تولید منحصر بفرد تحت کنترل کیفی شدید توسعه یافته است. ویژگی آن سختی فوق العاده (مقاوم به سایش) و استحکام (چقرمکی) در دمای محیط و در دمای بالا می باشد.بدین طریق خواص مکانیکی و مقاومت به سایش حرارتی در مقایسه با فولاد های تندبر فوق العاده می باشد.ابزار های گساک به طور گسترده برای ابزارهای متنوع و جهت براده برداری قطعات مکانیکی، در قطعات مقاوم به سایش و مهندسی عمران و معدن مورد استفاده قرار می گیرد.
در پروسه پوشش C.V.D سطح کاربید سمانته به عنوان ماده پایه،ضخامتی بین 2 تا 5 میکرون با پوششی از کاربید تیتانیوم (Tic)، نیترید تیتانیوم (Tin) واکسید آلومینیوم در طی پروسه رسوب شیمیایی بخار (C.V.D) پوشش داده می شود . لایه پوششی سخت و مقاوم در برابر اکسیداسیون و حرارت می باشد و این امتیازات باعث طول عمر ابزار و کارایی هرچه بیشترعمل براده برداری می شود.
سرمت
همانند کاربیدهای سمانته،سرمت از فازهای سخت و چسبنده(بایندر)پیرامون آن تشکیل شده است.اجزای اصلی فاز سخت شامل کاربید تیتانیوم (Tic) و نیترید تیتانیوم (Tin) می باشد. این کاربید نیترید در مقایسه با کاربید تنگستن (WC) که اجزای اصلی کاربیدهای سمانته می باشند در استحکام و مقاومت به اکسیداسیون در دماهای بالا فوق العاده می باشند. سرمت کاربرد وسیعی دارد؛ از براده برداری با سرعت زیاد جایی که سرامیک ها مورد استفاده قرار می گیرند تا براده برداری با سرعت کم جایی که کاربید های سمانته استفاده می شوند .
ضمنا سرمت سطح پرداخت فوق العاده ای را به وجود می آورد. از ویژگی های بارز فیزیکی سرمت، می توان از جلای فلزی خیره کننده و وزن کم آن نسبت به کاربید های سمانته نام برد.
تکنولوژی P.V.D (رسوب فیزیکی بخار)
نیترید تیتانیوم که از ترکیب شیمیایی عناصر تیتانیوم و نیتروژن حاصل می شود، ترکیبی بسیار سخت، مقاوم به سایش و خوردگی می باشد. اگر سطح ابزار مناسب پوشش شود مقاومت به سایش ابزار ارتقاء می یابد و نتایج چشمگیری درعملیات براده برداری حاصل میگردد(در بعضی موارد تا چند صد برابر نتیجه بخش بوده است).
این روکش مزایای بسیاری را از قبیل ، بهبود عملیات براده برداری، افزایش طول عمر ابزار، کاهش زمان نگاه داشت ماشین، پایداری ابعاد، کاهش هزینه تیز کردن ابزار، کاهش تعویض ابزار و هزینه کمتر خرید ابزار را عنوان داشته اند. در این تکنیک پوشش که فرآیند رسوب فیزیکی بخار نامیده می شود،دمای انجام پوشش حدود 450 درجه است که از دمای بازگشت فولاد های تند بر و فولاد گرم کار پایین تر است. لذا تغییری در ماهیت و ساختار آنها به وجود می آید .در این فرآیند تیتانیوم در محفظه خلاء تبخیر شده و با ازت به عنوان گاز واکنش دهنده ترکیب می شود.
محصول این واکنش نیترید تیتانیوم می باشد که روی سطح ابزا به عنوان یک لایه چند میکرونی به سختی بیشتر از 2000 ویکرز (HV) رسوب می نماید. این سختی بزرگ،مقاومت به سایش و استحکام دور از انتظار و برجسته لبه برنده ابزار را باعث می شود. از این پس جلای نقره ای فولاد تند بر رنگ طلایی به خود می گیرد. پیش از فرآیند پوشش، ابزار ها در حمام های متنوع به صورت پیاپی شستشو و آبکشی و خشک می شوند تا عاری از هرگونه آلودگی از جمله چربی ها و اکسیدها گردند.
مقایسه بین CVD و PVD
CVD فرآیندی است که نیروی پرتاب بالایی دارد و رسوب گذاری در آن بر خلاف روش های پراکنشی، تبخیری و دیگر فرآیندهای PVD که رسوب گذاری در آن ها به صورت جهت دار صورت می پذیرد، جهت دار نمی باشد. بنابراین می تواند برای پوشش دادن شکل های پیچیده و رسوب لایه های با تطبیق پذیری عالی به کار برده شود. گودی های عمیق، سوراخ ها، و دیگر شکل های سه بعدی پیچیده معمولا با استفاده از روشCVD به راحتی می تواند پوشش داده شود و این ویژگی فرآیند CVD باعث برتری آن نسبت به PVD می باشد.
CVD در مقایسه با PVD دارای پیچیدگی بیشتری می باشد و برای بدست آوردن شرایط رشد مناسب نیازمند تست های زیادی می باشد. واکنش های شیمیایی به طور کلی شامل گونه های گازی مختلف و تولید شماری از گونه های واسطه می باشد. همچنین این روش دارای گام های پیاپی برای رسوب دهی می باشد.
CVD در مقایسه با PVD نیازی به خلا بالا ندارد و دستگاه به راحتی می تواند با شرایط محیطی سازگار گردد که این انعطاف پذیری از مزایای بسیار خوب این روش می باشد.
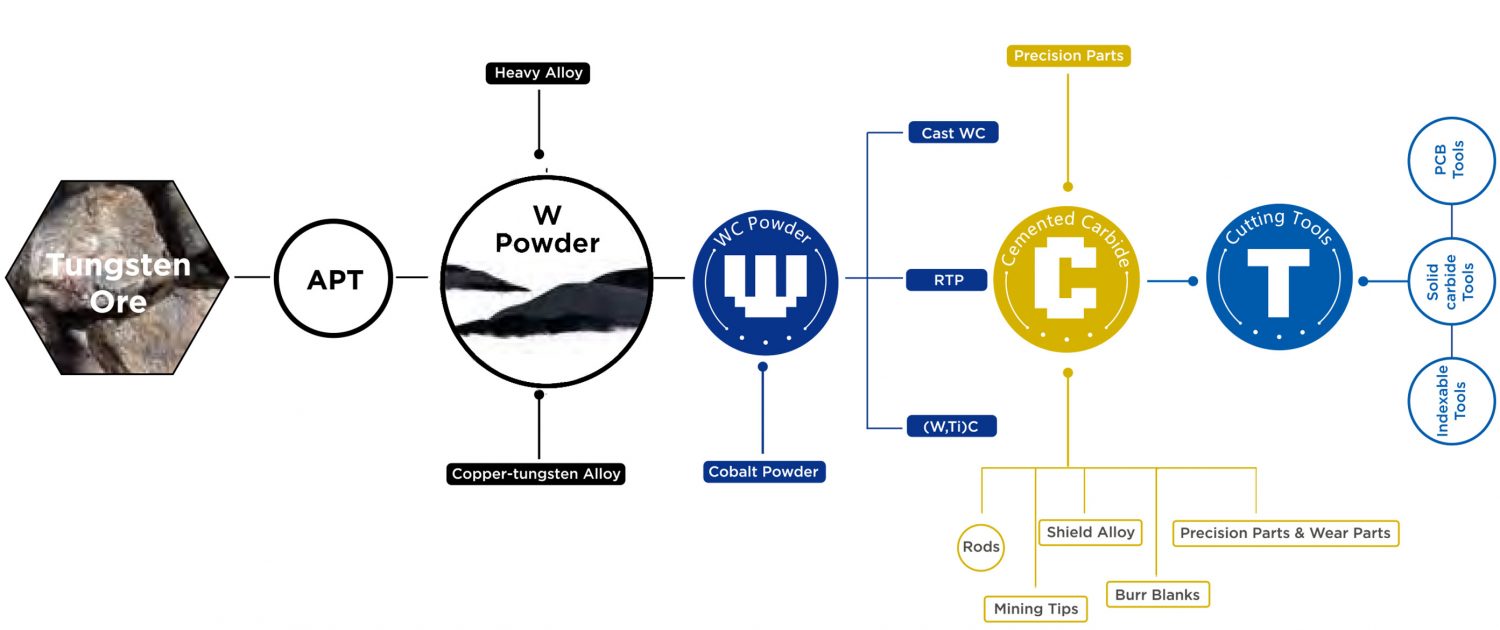
زنجیره تولید ابزارهای شرکت گساک